





3R+RHTLT 25#-J 140G Nastro biadesivo rimovibile con base gialla")
3R+RHTLT 25#-J 140G Nastro biadesivo rimovibile con base gialla")
.")




Perché l'ingegneria della sequenza degli strati nei materiali compositi funzionali determina le prestazioni di utilizzo finale
Un materiale composito funzionale non è semplicemente una pila di pellicole e adesivi: è un sistema ingegnerizzato in cui la sequenza, il rapporto di spessore e la chimica interfacciale di ogni strato lavorano insieme per produrre proprietà che nessun singolo componente potrebbe ottenere da solo. La modifica di uno strato influisce sul comportamento meccanico e termico dell'intera costruzione. Un substrato in PET laminato sopra un adesivo acrilico si comporta diversamente sotto stress da distacco rispetto allo stesso adesivo laminato sotto una pellicola PI, anche quando tutte le specifiche dei singoli strati rimangono identiche, perché il disadattamento del modulo elastico su ciascuna interfaccia determina la distribuzione della deformazione durante la deformazione.
Questa interdipendenza rende la selezione della sequenza degli strati una decisione ingegneristica critica piuttosto che un esercizio di selezione dei materiali. Per i materiali compositi funzionali di livello elettronico utilizzati nell'incollaggio di display, nella protezione dei circuiti flessibili o nell'assemblaggio di componenti della batteria, i progettisti in genere danno priorità a tre obiettivi strutturali: massimizzare l'area di contatto dell'adesivo con il substrato, ridurre al minimo lo stress residuo sull'interfaccia più vulnerabile e controllare dove si verifica il cedimento coesivo se viene avviata la delaminazione. Una struttura progettata per cedere in modo coeso all’interno dello strato adesivo, piuttosto che a livello adesivo nell’interfaccia pellicola-adesivo, è molto più facile da rilavorare e lascia meno contaminazione sulle superfici incollate.
Anhui Yanhe Nuovo Materiale Co., Ltd. , che opera dal 2012 nel suo stabilimento di 17 acri nella zona di sviluppo economico di Guangde occidentale, applica rivestimenti superficiali in base ai requisiti funzionali specifici della superficie del substrato di ciascun cliente. Questa precisione a livello di processo riguarda direttamente l’ingegneria dell’interfaccia: il rivestimento superficiale modifica l’energia interfacciale tra strati adiacenti, stabilendo gerarchie di adesione controllate che determinano sia le prestazioni durante l’uso che il comportamento alla fine del ciclo di vita.
Densità di reticolazione negli adesivi sensibili alla pressione: la variabile nascosta nella qualificazione dei film compositi
Tra i parametri che definiscono le prestazioni di un adesivo sensibile alla pressione (PSA) all'interno di un materiale composito funzionale, la densità di reticolazione è il più consequenziale e il meno visibile. Non può essere misurato direttamente in un prodotto finito senza test distruttivi, tuttavia regola la resistenza al creep, la stabilità all'invecchiamento termico, la resistenza agli elettroliti e la risposta dell'adesivo allo stress prolungato: tutte proprietà che determinano se un film composito sopravvive alla sua vita operativa o si rompe prematuramente sul campo.
La reticolazione viene introdotta durante la formulazione dell'adesivo aggiungendo un reticolante (tipicamente un composto isocianato, epossidico o chelato metallico) alla struttura polimerica in un rapporto accuratamente controllato. Una reticolazione insufficiente produce un adesivo morbido e ad alta aderenza con scarsa resistenza al taglio e flusso freddo significativo sotto carico sostenuto; l'adesivo migrerà lentamente da sotto i laminati, in particolare a temperature elevate durante i cicli di riflusso dell'assemblaggio di componenti elettronici. Una reticolazione eccessiva crea un adesivo rigido e a bassa aderenza che perde il contatto conforme con superfici ruvide o strutturate, producendo inclusioni d'aria e vuoti che riducono l'area di adesione effettiva e creano punti di concentrazione dello stress.
In che modo la densità dei legami incrociati modifica le proprietà chiave del PSA
| Densità di reticolazione | Virata | Resistenza al taglio/creep | Stabilità all'invecchiamento termico | Rischio tipico |
| Basso | Alto | Povero | Povero | Scorrimento a freddo, migrazione dell'adesivo, sollevamento del bordo del laminato |
| Medio | Moderato | Bene | Bene | Equilibrato; adatto per la maggior parte delle applicazioni composite funzionali |
| Alto | Basso | Eccellente | Eccellente | Formazione di vuoti su superfici ruvide, scarsa adesione iniziale a bassa temperatura |
Per i materiali compositi funzionali destinati alle applicazioni di batterie a nuova energia, sono generalmente necessarie formulazioni con densità di reticolazione medio-alta perché la combinazione di carico meccanico sostenuto, esposizione ai vapori elettrolitici e cicli termici durante carica-scarica crea condizioni che espongono rapidamente i punti deboli dei sistemi sottoreticolati. Il test pratico per l'idoneità della densità di reticolazione non è una specifica della scheda tecnica ma una combinazione di invecchiamento con umidità relativa a 85°C/85% (minimo 1.000 ore) e tempo di tenuta al taglio statico a 70°C, entrambi misurati sulla struttura composita effettiva anziché sulla sola pellicola adesiva.
Materiali compositi funzionali nell'elettronica flessibile: gestione della discrepanza tra rigidità e conformabilità
L'assemblaggio flessibile dell'elettronica rappresenta una sfida fondamentale per i materiali: le pellicole composite funzionali utilizzate per unire, proteggere o isolare i componenti devono essere sufficientemente rigide da mantenere la precisione dimensionale durante il posizionamento automatizzato, ma sufficientemente flessibili da adattarsi alle superfici curve, strutturate o in espansione termica durante il funzionamento. Questi requisiti vanno in direzioni opposte e nessuno dei due estremi produce un materiale utilizzabile. Un composito completamente rigido si delaminerà all'interfaccia di legame quando i substrati si flettono o si espandono termicamente; un composito completamente conforme si allungherà durante la manipolazione, causando errori di registrazione nelle applicazioni di fustellatura di precisione dove le tolleranze di posizione inferiori a ±0,15 mm sono standard.
La soluzione ingegneristica è la conformità a strati: utilizzare una pellicola di supporto rigida per fornire stabilità dimensionale durante la lavorazione e fare affidamento su uno strato adesivo viscoelastico per assorbire lo stress durante il servizio. Il parametro di progettazione chiave è il rapporto di spessore relativo tra il supporto e gli strati adesivi. Un supporto più spesso rispetto all'adesivo produce un composito più rigido con migliori caratteristiche di maneggevolezza ma riduce la capacità di assorbimento dello stress. Le costruzioni pratiche per l'elettronica flessibile utilizzano generalmente rapporti di spessore tra supporto e adesivo compresi tra 2:1 e 4:1 per applicazioni che richiedono precisione di registrazione e rapporti più vicini a 1:1 per applicazioni in cui il requisito principale è l'incollaggio conforme su superfici irregolari.
Un'ulteriore complessità deriva dalla dipendenza della conformità dalla temperatura. La maggior parte dei compositi a base di PSA diventano significativamente più rigidi al di sotto dei 5°C e significativamente più morbidi al di sopra dei 60°C. Per le applicazioni in ambienti elettronici esterni o automobilistici, ciò significa che un composito progettato per caratteristiche di manipolazione a temperatura ambiente può comportarsi come un laminato rigido nel freddo invernale e come un gel fluido nella calura estiva. La qualificazione dei materiali compositi funzionali nell'intero intervallo di temperature operative, non solo in condizioni di laboratorio di 23°C, è il requisito minimo per qualsiasi applicazione in cui il prodotto finale subirà escursioni termiche.
Funzioni di rivestimento barriera nei sistemi di film compositi: controllo di umidità, ossigeno e permeazione di ioni
Le prestazioni barriera sono una delle funzioni tecnicamente più impegnative che un rivestimento superficiale all'interno di un materiale composito funzionale può essere richiesto di fornire. La sfida è che le proprietà barriera non dipendono dalla matrice polimerica in massa ma dalla continuità del rivestimento a livello molecolare: un singolo foro stenopeico, fessura o zona non rivestita in uno strato barriera può aumentare i tassi di permeazione di ordini di grandezza, indipendentemente dalle prestazioni del materiale circostante. Ciò rende il controllo del processo durante la deposizione del rivestimento importante quanto la selezione del materiale barriera stesso.
Tre distinti requisiti di barriera compaiono nelle applicazioni elettroniche ed energetiche utilizzate dai materiali compositi funzionali:
- Controllo della velocità di trasmissione del vapore acqueo (MVTR): Rilevante per la protezione del backplane del display, l'incapsulamento flessibile degli OLED e le pellicole per l'imballaggio dei semiconduttori. I rivestimenti barriera organici ad alte prestazioni possono raggiungere valori MVTR inferiori a 0,01 g/m²/giorno, rispetto a 1–5 g/m²/giorno per il PET non rivestito: una differenza che determina se un dispositivo OLED sopravvive ad anni di utilizzo sul campo o si degrada in pochi mesi
- Controllo della velocità di trasmissione dell'ossigeno (OTR): Fondamentale per le applicazioni in cui l'ossidazione delle superfici funzionali degraderebbe le prestazioni elettriche, come le pellicole di protezione delle sbarre in rame nei moduli batteria. Anche piccole quantità di permeazione di ossigeno possono accelerare la corrosione delle superfici di contatto metalliche a temperatura e umidità elevate
- Controllo della migrazione ionica: Specifico per applicazioni su batterie e celle a combustibile, dove i separatori compositi o le pellicole sigillanti dei bordi devono bloccare il trasporto degli ioni di litio o degli ioni idrossido per prevenire cortocircuiti interni. I requisiti della barriera ionica sono generalmente specificati come conduttività ionica del film composito piuttosto che come velocità di permeazione del gas e vengono misurati utilizzando la spettroscopia di impedenza elettrochimica
Le tecnologie di rivestimento inorganico, tra cui l’ossido di alluminio (Al₂O₃) e l’ossido di silicio (SiOₓ) depositati mediante processi sotto vuoto, offrono prestazioni barriera di gran lunga superiori rispetto ai soli rivestimenti polimerici organici. Tuttavia, questi strati inorganici sono fragili e si rompono quando vengono flessi, il che reintroduce i percorsi di permeazione che erano stati progettati per eliminare. La soluzione pratica utilizzata nei materiali compositi funzionali avanzati è un'architettura multistrato organico-inorganico, che alterna sottili strati barriera inorganici con strati di disaccoppiamento organico. Ciascuno strato organico impedisce alle crepe di uno strato inorganico di propagarsi al successivo, producendo un composito con flessibilità e prestazioni barriera che nessuna delle due classi di materiali potrebbe ottenere indipendentemente.
Ingegneria della forza di rilascio: perché il lato del rivestimento di una pellicola composita è tanto importante quanto il lato adesivo
La pellicola protettiva in materiale composito funzionale viene normalmente trattata come un imballaggio, un componente che serve al suo scopo durante il trasporto e viene scartato nel punto di utilizzo. Questa visione porta a costosi problemi di assemblaggio. La forza di rilascio tra il liner e lo strato adesivo è un parametro progettato con precisione che determina direttamente se le apparecchiature di erogazione automatizzate possono staccare, posizionare e applicare una pellicola composita alle velocità della linea di produzione senza trasferimento di adesivo, distorsione della pellicola o spostamento errato. Sbagliare questo parametro anche del 20-30% può far sì che un'intera linea di prodotti funzioni al di sotto della produttività progettata.
La forza di rilascio è controllata attraverso due meccanismi: l'energia superficiale del rivestimento distaccante (tipicamente a base di silicone) e il grado di indurimento dell'agente distaccante. I rivestimenti distaccanti siliconici non polimerizzati hanno una maggiore variabilità della forza di rilascio e possono trasferire tracce di contaminazione da silicone sulla superficie adesiva, riducendo l'adesione al substrato finale bloccando i punti di contatto PSA. Gli strati di silicone sovrainduriti hanno una forza di rilascio ridotta ma possono rompersi sotto lo stress di flessione dell'avvolgimento roll-to-roll, creando zone localizzate ad alto rilascio che interrompono il comportamento coerente della pelatura negli applicatori automatizzati.
Per applicazioni che richiedono automazione, comprese le linee di laminazione ad alta velocità utilizzate dagli assemblatori elettronici Materiali compositi funzionali ai fornitori piace Anhui Yanhe Nuovo Materiale Co., Ltd. — le specifiche della forza di rilascio sono generalmente espresse non solo come valore target ma come intervallo massimo consentito. Una specifica di 5–15 cN/cm è significativamente diversa da un obiettivo di 10 cN/cm senza tolleranza dichiarata, perché la prima limita la variazione del processo in un modo che la seconda non lo fa. Richiedere questo livello di dettaglio delle specifiche a un fornitore è un criterio di screening pratico che separa i produttori con un solido controllo del processo da quelli che si affidano a formulazioni nominali.
Percorsi di personalizzazione per materiali compositi funzionali: come la collaborazione tra università e industria cambia la velocità di sviluppo
Lo sviluppo di un nuovo materiale composito funzionale dalle specifiche del cliente alla produzione convalidata richiede in genere l'iterazione attraverso quattro fasi di sviluppo distinte: chimica della formulazione, ottimizzazione del processo di rivestimento, prove di costruzione della laminazione e test applicativi. Ogni fase genera modalità di guasto che si ripercuotono sulle fasi precedenti: un composito che funziona perfettamente nei test al banco può non superare la qualifica di fustellatura perché la struttura della laminazione ha una stabilità dimensionale insufficiente sotto la pressione dell'utensile da taglio, richiedendo una riformulazione del substrato o degli strati adesivi prima che le prove di taglio possano riprendere.
La collaborazione tra università e istituti di ricerca modifica questo ciclo in un modo specifico: anticipa la caratterizzazione fondamentale che altrimenti verrebbe scoperta solo durante i fallimenti nella fase successiva. Quando viene proposta una nuova chimica di rivestimento barriera, la modellazione computazionale dei polimeri può prevederne il comportamento di permeazione e le soglie di guasto meccanico prima che venga prodotto un singolo grammo di materiale di rivestimento. L’analisi spettroscopica delle interfacce adesivo-substrato a risoluzione atomica può identificare se uno strato di primer proposto produrrà un legame chimico durevole o un semplice incastro meccanico – una distinzione che non può essere determinata solo dal peel test macroscopico ma ha grandi implicazioni per la durabilità ambientale a lungo termine.
Anhui Yanhe Nuovo Materiale Co., Ltd . collabora attivamente con università e istituti di ricerca scientifica in patria e all'estero per portare questa profondità analitica nelle sue capacità di produzione personalizzate. Per i clienti che richiedono Materiali compositi funzionali personalizzati che superano ciò che le costruzioni standard del catalogo possono offrire – sia in termini di prestazioni termiche, funzionalità elettrica, precisione dimensionale o compatibilità chimica – questo modello collaborativo comprime i tempi di qualificazione identificando i meccanismi di guasto nella fase di formulazione anziché scoprirli durante le prove di produzione. L'approccio alle soluzioni integrate dell'azienda, che combina ricerca e sviluppo, rivestimento superficiale e produzione all'interno dello stabilimento di Guangde, fa sì che i risultati della ricerca collaborativa si traducano direttamente in modifiche del processo pronte per la produzione anziché richiedere una fase secondaria di trasferimento tecnologico.
Typical Development Acceleration Achieved Through Collaborative R&D
- La caratterizzazione dell'interfaccia tramite XPS o AFM identifica i meccanismi di fallimento dell'adesione in 1–2 settimane, sostituendo 6–8 settimane di cicli di riformulazione empirica
- La simulazione della dinamica molecolare del comportamento di bagnatura dell'adesivo su nuovi substrati riduce il numero di prove fisiche di rivestimento necessarie prima che venga raggiunta una specifica di forza di distacco target
- Gli studi di correlazione dell'invecchiamento accelerato, basati su dati combinati sul campo e archivi di test di laboratorio, consentono test di durata più breve per prevedere in modo affidabile le prestazioni a 5 o 10 anni, consentendo la qualificazione del prodotto prima che siano disponibili dati completi sull'invecchiamento in tempo reale
- Lo sviluppo congiunto di brevetti su nuove architetture funzionali di film crea valore di proprietà intellettuale per i clienti la cui differenziazione dei prodotti dipende da materiali che non possono essere facilmente replicati dai fornitori concorrenti
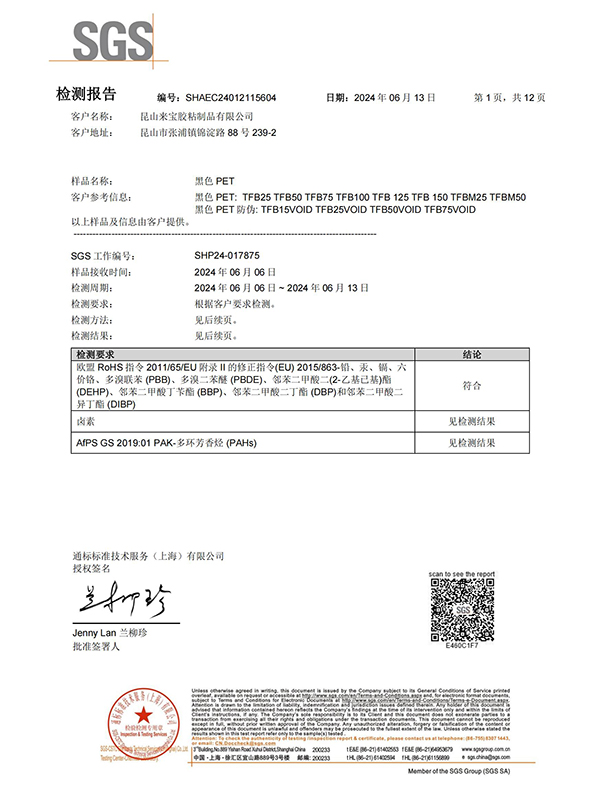
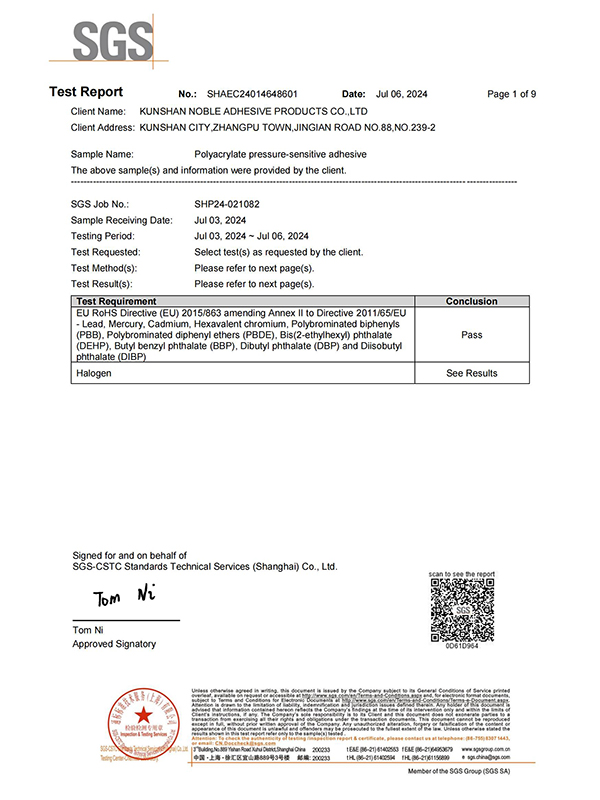
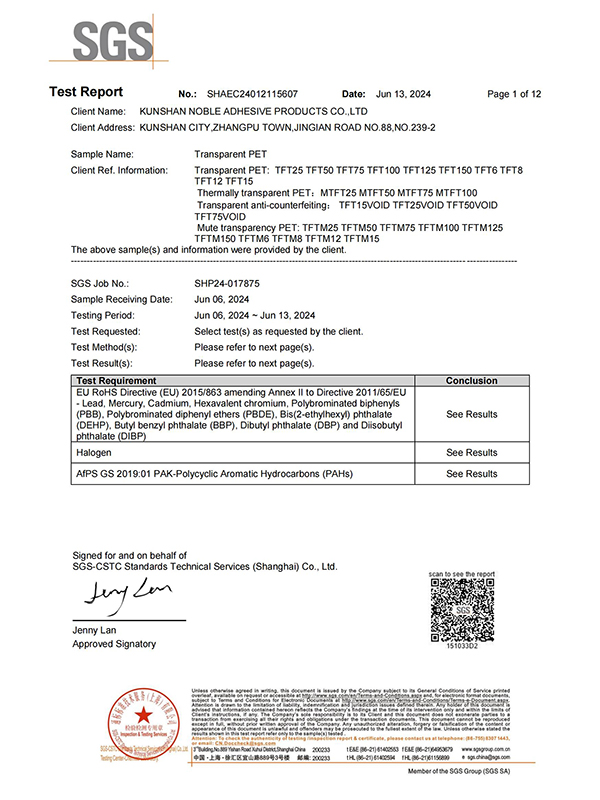
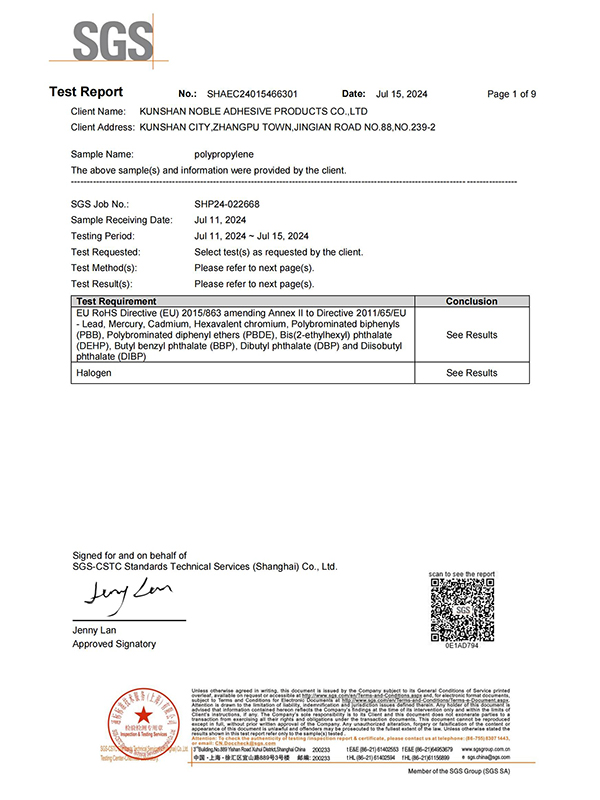
Requisiti di assenza di alogeni e di sostenibilità per materiali compositi funzionali nelle catene di fornitura dell'elettronica
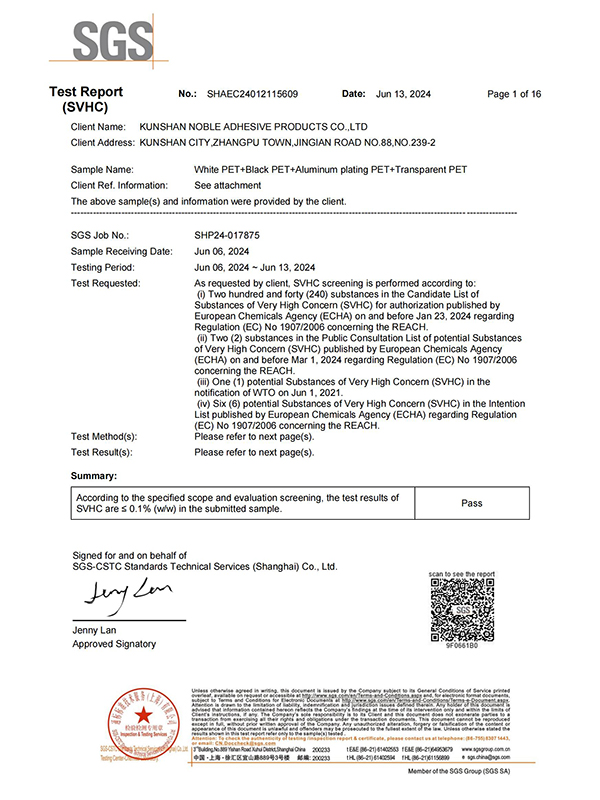
La pressione normativa sulla composizione dei materiali compositi funzionali si è costantemente intensificata dall'implementazione iniziale della Direttiva RoHS dell'UE nel 2006, ma l'attuale ondata di requisiti va sostanzialmente oltre. L'elenco delle sostanze estremamente preoccupanti (SVHC) del regolamento REACH dell'UE è stato ampliato a oltre 240 sostanze e diversi ritardanti di fiamma, plastificanti e reticolanti adesivi che erano componenti standard della formulazione fino a cinque anni fa ora richiedono una notifica esplicita al cliente o sono completamente limitati. Per un materiale composito funzionale che entra nella catena di fornitura di un OEM automobilistico o di un marchio di elettronica di consumo con impegni di sostenibilità pubblicati, la documentazione sulla trasparenza del materiale è diventata un requisito di approvvigionamento standard piuttosto che un punto di vendita differenziante.
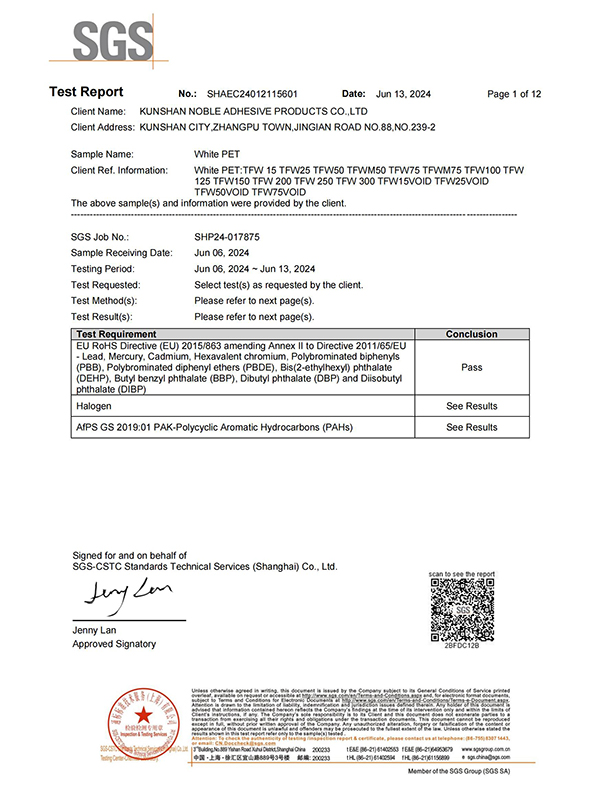
La certificazione senza alogeni è il vincolo compositivo più comunemente richiesto nelle pellicole composite per elettronica. Gli alogeni, in particolare cloro e bromo, sono stati storicamente utilizzati negli additivi ritardanti di fiamma e in alcune formulazioni adesive per la loro efficacia nel sopprimere la combustione. La loro eliminazione è guidata da due preoccupazioni: i composti alogenati possono generare gas tossici tra cui diossine e furani durante eventi termici, il che rappresenta una preoccupazione particolare per i materiali dei componenti delle batterie che possono essere esposti a temperature elevate durante scenari di guasto delle celle; e i materiali alogenati complicano il riciclaggio a fine vita contaminando i flussi di polimeri riciclati con cloro o bromo che degradano i successivi cicli di riciclaggio.
Per soddisfare la certificazione senza alogeni è necessario eseguire test secondo gli standard IEC 61249-2-21 o standard equivalenti, verificando che il contenuto di cloro sia inferiore a 900 ppm e il contenuto di bromo sia inferiore a 900 ppm nella costruzione composita finita, non solo nei singoli strati. Questo requisito a livello di composito è importante perché le impurità alogeniche possono essere introdotte attraverso molteplici percorsi, tra cui rivestimenti release liner, tensioattivi adesivi e coadiuvanti per la lavorazione dei substrati, anche quando i materiali primari sono specificati come privi di alogeni. L'approccio più affidabile è la verifica della catena di fornitura a ogni livello di input del materiale, combinata con i test sul prodotto finito della costruzione composita finale, piuttosto che fare affidamento esclusivamente su certificazioni a livello di componente che potrebbero non tenere conto della contaminazione durante il processo di laminazione.
